
GLOBALTEK® Hot Air Heat Tunnel For Heat-Shrink Sleeves & Neck Bands

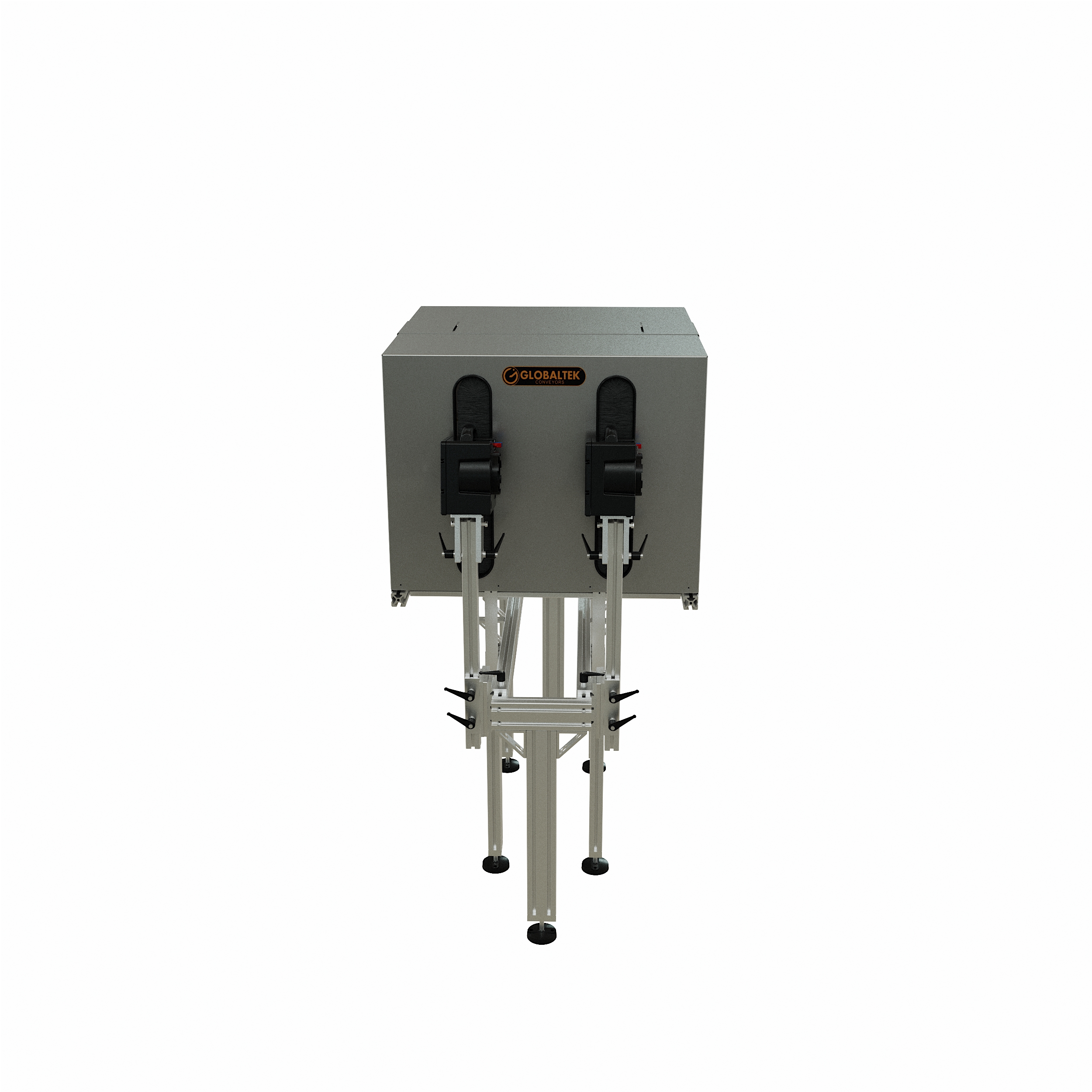




The GLOBALTEK® stainless steel construction heat tunnel is manufactured to meet highest standards for the pharmaceutical, food/beverage and many more industries. Our heat tunnel is precisely designed to ‘heat shrink’ shrinkable film wrapped around your package and it is also suitable to shrink a shrinkable neck band or body sleeve around a container.
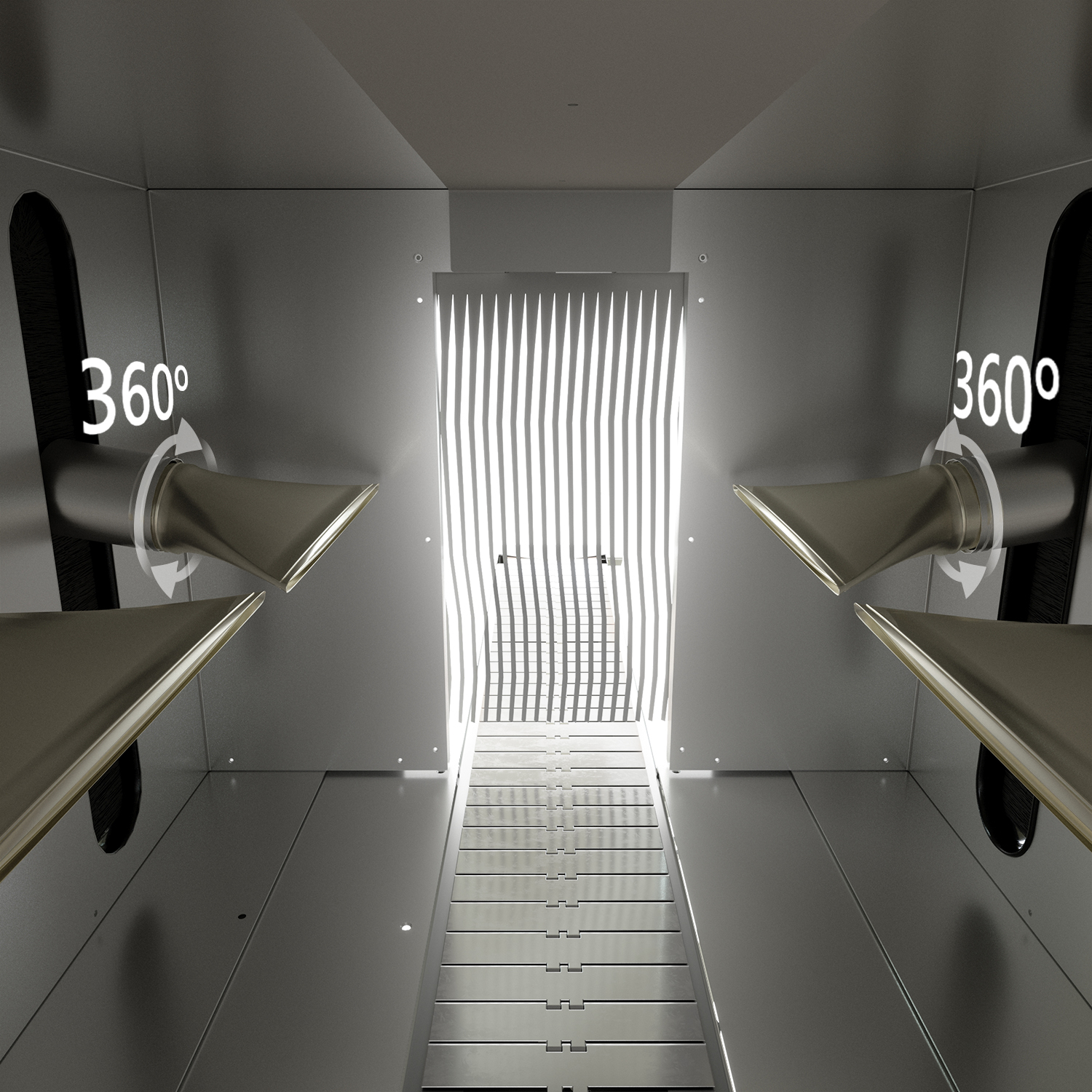
Bottles must be transported through the heat tunnel with a compatible conveyor (not included) at a consistent and applicable speed. Our heat tunnel includes four Hapco Bak hot air blowers with 360° wide slot adjustable nozzles to ensure the perfect fit for your products' height and depth needs. The stainless steel double wall heating chamber is enclosed by tight-seal brush bristles and a silicone coated fiberglass heat trapping curtain to ensure an even and consistent shrink rate. The double wall ensures the exterior surface area does not overheat.
SPECIFICATIONS:
- Four Hapco Bak hot air blowers (230V, 3700W) with 360° wide slot adjustable nozzles to ensure the perfect fit for your products’ height and depth needs.
- Variable temperature and air-flow settings.
- Suitable for shrinkage of sleeve labels made of different materials and thickness (from 35 to 60 microns).
- Suitable for containers up to 10” diameter x 19” tall.
- Mounts to any existing conveyor with a stainless steel belt or high temperature belt. *Conveyor not included.
- Electrical Requirement: 230V single phase 60 Hz
- Overall machine dimensions: 36” x 26” x 22”
In-Stock with Pre-Shipment Requirements
While this machine is currently in stock, shipment is subject to completion of required pre-shipment activities, including sample evaluation, machine configuration to your specifications, Factory Acceptance Testing (FAT), and setup. These activities generally require approximately 15–20 days from the date we receive representative samples. After these steps are concluded, the machine will be crated and prepared for shipment.
IMPORTANT: A Conveyor is not included with this product.
Browse our full range of conveyors here: Conveyor Products Page
Need a specific length or width? We have many sizes in stock — just let us know your requirements!
Benefits of a Heat Shrink Tunnel
-
Consistent, 360° shrink: Adjustable hot-air nozzles apply uniform heat for smooth sleeves and bands.
-
Clean appearance & tamper evidence: Tight, wrinkle-free results improve shelf presence and provide visible product security.
-
Wide material compatibility: Handles common sleeve films (e.g., PETG, PVC, OPS) across multiple gauges.
-
Fast changeovers: Tool-less nozzle adjustments and recipe presets reduce downtime between SKUs.
-
Compact integration: Mounts over existing conveyors to fit new or retrofit packaging lines.
How to Choose Film Gauge and Speed Settings
Film gauge (typical ranges):
-
Neck bands: 35–45 µm (lower gauge conforms quickly, minimizes material use).
-
Body sleeves (straight walls): 40–50 µm for balanced stability and shrinkage.
-
Contoured or tall containers: 50–60 µm to resist tearing over complex geometries.
Material notes:
-
PETG: High shrink ratio and clarity; use moderate air temp with controlled airflow to avoid “blowouts.”
-
PVC: Shrinks at lower temps; good for neck bands; monitor for haze if overheated.
-
OPS: Good stability; needs even heat and slightly longer dwell.
Line setup workflow:
-
Start with recipe: Select film type/gauge and container height; load the closest saved profile.
-
Set dwell time via conveyor speed: Begin slower (longer dwell), then increase speed until shrink is smooth with no distortion.
Balance temperature & airflow: Raise the temperature to improve shrink; raise the airflow to tighten around contours. Adjust one variable at a time.
-
Tune nozzles: Aim 360° slots at label high-shrink zones (shoulders, base).
-
Validate: Check seams, perforations, and tamper bands; confirm no scuffing or label creep after cooling.
Quick targets (starting points; fine-tune on product):
-
Neck bands: short dwell, lower temp, focused airflow at the band.
-
Full sleeves: moderate dwell, balanced temp/airflow, with extra attention at shoulder/base transitions.
Maintenance Tips for Hot-Air Tunnels
Daily
-
Inspect nozzle slots for debris; wipe exterior surfaces after cool-down.
-
Verify curtains/brush seals are intact and seated to maintain chamber efficiency.
-
Confirm airflow and temperature readings match the recipe; test E-stop.
Weekly
-
Check fasteners, clamps, and ducting; tighten if needed.
-
Inspect conveyor clearance and bottle guides for rub points.
-
Clean inlet screens on blowers; confirm smooth nozzle adjustment.
Monthly
-
Inspect wiring and connectors for heat fatigue; verify strain reliefs.
-
Check blower bearings per manufacturer guidance; listen for noise/vibration.
-
Review and back up HMI/PLC recipes; document any parameter changes.
Safety Guidelines and Troubleshooting
Safety
-
Hot surfaces: Allow full cool-down before service; use heat-rated gloves and sleeves.
-
Lockout/Tagout: De-energize before opening panels or removing guards.
-
Airflow caution: Keep hands, film tails, and loose clothing away from nozzle outlets.
-
Ventilation: Operate in a well-ventilated area; follow facility heat-load guidelines.
Troubleshooting (common issues)
-
Wrinkles / “orange peel”: Air temp too low or dwell too short → increase dwell (slow conveyor) or raise temp incrementally.
-
Fish-eyes / voids: Airflow too strong or film overheated → reduce airflow or lower temp; re-aim nozzles away from thin sections.
-
Label creep / rotation: Excessive airflow or bottle instability → reduce airflow; improve container guides or spacing.
-
Tearing at shoulders / base: Gauge too light or heat too concentrated → step up film gauge or diffuse nozzle focus; lower temp slightly.
-
Incomplete shrink at bottom edge: Dwell too short or nozzle misaligned → slow conveyor; angle lower nozzles toward the base.
-
Haze / gloss loss (PVC): Overheating → reduce temp and/or dwell; verify balanced airflow.
Frequently Asked Questions
No posts found
